دانلود مقاله کانبان
فهرست مطالب مقدمه ۳
سیستم کانبان ۴
(خصوصیات سیستم کشی تولید: ۷
تولید تکراری ۸
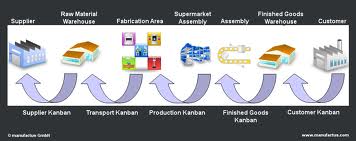
(انواع کارتهای کانبان ۱۱
جریان کارتهای کانبان ۱۴
جدول ۱: تفاوتهای کانبان با MRP-2 17
روش بهینه سازی تولید فنی (OPT) 18
ماهیت OPT 19
اصول OPT 20
قوانین و برآورد OPT 20
(جریان قطعات در طول خط مونتاژ ۲۱
جابجایی مواد در خط تغذیه کننده ۲۳
جریان کارت های در طول خط تغذیه: ۲۸
جریان کارت ها در یک ایستگاه کاری ۳۰
سیستم کامل کاری – کانبان برای اتوماسیون ۳۶
ارتباط با فروشندگان ۴۰
(فرضیات ضروری برای اجرای سیستم کانبان ۴۴
نتیجه گیری ۴۶
مقدمه
(تمرکز این تحقیق بر پیاده سازی سیستم تولید بموقع در کف کارگاه است. تکنیک هایی که در این سطح مورد استفاده قرار می گیرند. به واسطه توجه فزاینده به تکنیک های تولید ژاپنی، به خوبی مستند گردیده ونحوه کار آنها مشخص است (APICS 1985، اسکانبرگر ۱۹۸۲ و ماندن ۱۹۸۳ ). سیستمی که تحویل بموقع را در سطح کف کارگاه اجرا می کند. به عنوان سیستم کانبان شناخته شده و کارتهای مورد استفاده در آن، کارت های کانبان نامیده می شوند. بنابراین به منظور ایجاد تمایز هرجا منظور سیستم مذکور بود از سیستم کانبان و هر جا منظور کارت های آن بود از عبارت کارت کانبان استفاده می شود. بحث در این تحقیق بر روی پیاده سازی JIT در کف کارگاه متمرکز بوده و به نحوه اجرای سیستم JIT در مورد تامین کنندگان خارجی نمی پردازد.
پیش از تحلیل نحوه عملکرد کارت های کانبان، تفاوت میان سیستم های فشاری و کششی در کنترل تولید مورد بحث قرارگرفته و به دنبال آن سیستم تولید تکراری که کارتهای کانبان در ان به موثرترین شکل عمل می کنند، بررسی می گردد.
سیستم کانبان
سیستم کانبان در کارخانجات خودروسازی تویوتا در ژاپن، به عنوان برنامه ای برای هموار سازی جریان محصولات در طول فرآیند تولید توسعه پیدا کرد. هدف آن بهبود بهره وری سیستم و ایجاد اطمینان از درگیر شدن کارگر ، و مشارکت وی در دستیابی به این بهره وری بالا می باشد. این مهم با بکارگیری ابزارهای دیداری برای مشاهده جریان محصولات در طول سیستم تولیدی، و نیز مشاهده سطوح موجودی امکان پذیر می گردید. طی گذر زمان، سیستم کانبان به عنوان ابزاری برای کنترل فعالیت تولید به منظور دستیابی به اهداف JIT و مدیریت عملیات تولید به موقع، توسعه بیشتری یافت. سیستم کانبان همچنین به عنوان یک سیستم ا طلاعاتی عمل کرده و به کنترل مقادیر تولیدی در کلیه مراحل فرآیند ساخت و مونتاژ کمک می نماید.
برخلاف سیستم های کنترل فعالیت تولید در MRP که به
سیستم های فشاری معروفند، به کانبان به عنوان یک سیستم کششی نگریسته می شود. پیش از بحث مفصل راجع به سیستم کانبان، تفاوت های میان سیستم های فشاری و کششی کنترل تولید به اختصار تشریح می گردد:
سیستم کششی مدیریت تولید:
همانطور که ذکر شد برخلاف سیستم کشی کانبان، عملکرد MRP در سطح کف کارگاه یک سیستم فشاری است در نظر گرفتن تفاوت میان دو رویکرد مزبور، می تواند به شناخت برخی مشخصه های اساسی سیستم کانبان کمک نماید.
هر دو سیستم تحت هدایت سربرنامه ای می باشد که احتیاجات محصولات یعنی اقلام بالاترین سطح در لیست مواد ر ا شناسایی می کند. این سربرنامه نیز به نوبه خود به برنامه های جزیی تری برای ساخت، مونتاژ و خرید شکسته می شود.
یک سیستم فشاری مطابق انچه که در شکل ۱ نشان داده شده، عمل می کند (منگا ۱۹۸۷) حال قطعه ای را در نظر بگیرید که می بایست در طول یکسری از ایستگاههای کاری (به ترتیب از ایستگاه M به ۱، جایی که مرکز کاری M به ۱، جایی که مرکز کاری M اولین ایستگاه بوده و ایستگاههای ۱-M الی آخر به دنبال آن می باشند) تحت فرایند قرار گیرد در یک سیستم فشاری تنها در مرکز کاری M به هر قطعه یا سفارش یک موعد تحویل (DD) اختصاص یافته و همچنین آن از قطعه یا سفارش در زمان صدور (RT) مشخصی، به جریان می افتد، اما در سایر ایستگاههای کاری این زمان ها به تبع ایستگاه قبل تعیین می گردند. مثلاً زمان به جریان افتادن سفارش کار در ایستگاه ۱-M برابر است با زمان تکمیل کار در ایستگاهM بنابراین، یک محصول در طول سیستم تولیدی، از مواد اولیه تا تکمیل در ایستگاه نهایی، هل داده شده یا باصطلاح با جلو فشار داده می شود. MRP مثال کلاسیک یک سیستم فشاری است.
از سوی دیگر یک سیستم کششی، از سر دیگر خط تولید یعنی از نقطه نظر محصولات نهایی به فرآیند تولید می نگرد، بخش های کنترل تولید بر اساس برآورده ساختن نیازمندی های مشتری کارخانه اقدام به سفارش می نمایند. افق زمانی به میزان قابل توجهی کوتاه است. سفارشات از بالاترین سطح ساختار محصول به سمت پایین تقسیم یا باصطلاح شکسته شده و کنترل کننده وجود تعداد کافی از قطعات برای تولید محصول نهایی را بررسی می کند. اگر قطعات در دسترس باشند، محصول تولید می شود. در غیر این صورت قطعات از ایستگاه کاری قبلی که مسئول تهیه انها است. مطالبه یا باصطلاح کشیده می شوند. طی سایر مراحل تولید به سمت عقب، از چنین رویه ای پیروی شده و این روند تا فروشندگان خارج از کارخانه هم ادامه می یابد، چنین سیستمی تقاضای بالایی را برای سیستم تولیدی و فروشندگان ایجاد می نماید.این تقاضا می تواند به دو روش برآورده گردد: یا ازطریق انباشتن موجودی قطعات در کنار خط، و یا با ایجاد قابلیت برای پاسخگویی سریع به تقاضاهای مزبور در زمانی بسیار کوتاه (زمان پیشبرد کوتاه)، یک سیستم کششی در شکل ۲ نشان داده شده است.)……….
فرمت فایل: WORD
تعداد صفحات: 50
مطالب مرتبط